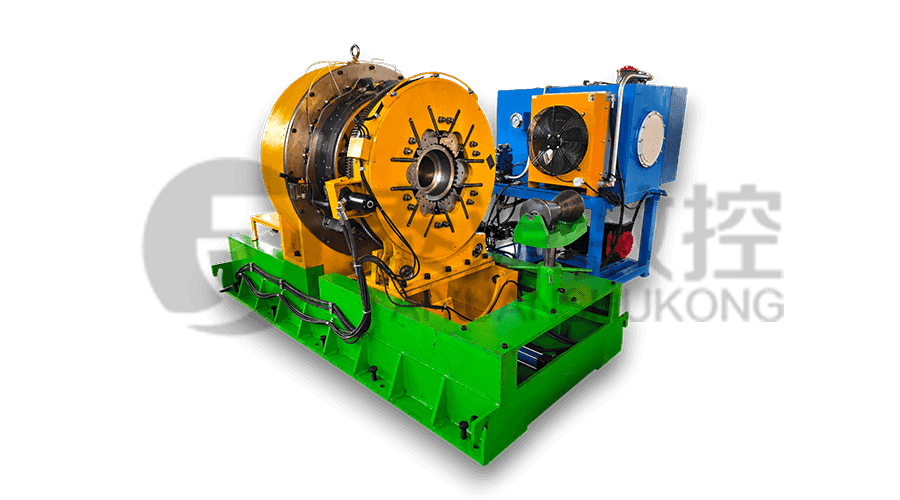
Modell: Tysk-630t
Die Maschine nimmt ein Fanuc -CNC -System mit stabiler Verarbeitungsgenauigke...


Hervorragende Genauigkeit der Ausrüstung, gute Starrheit und erstklassige Verarbeitungseffizienz, damit unsere Produkte für API-Standards und den größten Teil der Marktprämienverbindung qualifiziert werden können.

Die Maschine nimmt ein Fanuc -CNC -System mit stabiler Verarbeitungsgenauigke...

Die Maschine nimmt ein Fanuc -CNC -System mit stabiler Verarbeitungsgenauigke...





Im anspruchsvollen Umfeld der Herstellung von Röhrenprodukten im Ölland (Oil Country Tubular Goods, OCTG) ist die Einhaltung der 5CT-Standards des American Petroleum Institute (API) nicht nur eine behördliche Anforder...

Im hochriskanten Sektor der Erdölausrüstungsherstellung ist der Übergang von Einzelgeräten zu vollständig integrierten Systemen kein Luxus mehr, sondern eine technische Notwendigkeit. A CNC-Rohrgewindeschneidmasch...
In der Hochleistungskunststoffindustrie ist die Effizienz der Umwandlung teurer Rohstoffe in nutzbare Folien eine entscheidende Kennzahl für die Rentabilität. Die Verarbeitung von gefüllten PTFE-Blöcken (Polytetrafluo...
Unser Engagement
Unser Ziel ist es, dem Markt und unseren Kunden maßgeschneiderte Lösungen anzubieten, sei es ein einzelnes Produkt oder ein komplettes Ausrüstungsset.
Obwohl Märkte, Anwendungen und Kunden unterschiedlich sind, verfügen wir über einen einzigartigen Ansatz, der unsere Kunden zum Erfolg führt.
Wir werden auf alle Anfragen und Rückmeldungen von Kunden geduldig und sorgfältig reagieren.
Für jede Kundenberatung erstellen wir Ihnen schnellstmöglich das professionellste und günstigste Angebot.
Bei allen neuen Produkten unserer Kunden kommunizieren wir sehr professionell mit ihnen, hören uns ihre Meinungen an und geben praktische Vorschläge, um sicherzustellen, dass wir die besten Produkte anbieten.
Wir erfüllen alle Bestellungen unserer Kunden termingerecht und mit garantierter Qualität und Quantität.

Jiangsu Taiyuan CNC Machine MORMAL Co., Ltd. verfügt über eine Vielzahl von CNC -Werkzeugmaschinen für die Rohrverarbeitung. Das Folgende ist die Methode zur Einstellung der Schnittparameter von CNC Rohrgewindedrehmaschine Um die Gewindequalität bei der Verarbeitung von Rohren verschiedener Materialien zu gewährleisten:
Verarbeitung von Stahlrohren
Schnittgeschwindigkeit: Für Rohre aus mittelgroßen Kohlenstoffstahl kann die Schnittgeschwindigkeit etwa 100 bis 200 m/min betragen. Wenn es sich um Legierungsstahl handelt, sollte die Schneidgeschwindigkeit aufgrund seiner hohen Härte auf etwa 80 bis 150 m/min angemessen reduziert werden, um einen übermäßigen Verschleiß des Werkzeugs zu verhindern und die Oberflächenqualität des Fadens sicherzustellen.
Futterrate: Normalerweise ist die Futterrate pro Revolution bei 0,5-1,2 mm/rev. Bei Threads mit hohen Präzisionsanforderungen kann eine geringere Futterrate wie 0,5 bis 0,8 mm/Drehzahl ausgewählt werden, um die Oberfläche und Präzision des Fadens zu verbessern.
Schnitttiefe: Gemäß den Spezifikationen und Anforderungen des Fadens kann die Schnitttiefe während der rauen Bearbeitung bei 1-2 mm und während der feinen Bearbeitung 0,2 bis 0,5 mm gesteuert werden.
Verarbeitung von Kupferrohren
Schnittgeschwindigkeit: Die Kupferhärte ist relativ niedrig und die Schneidgeschwindigkeit kann angemessen erhöht werden, im Allgemeinen um 200 bis 300 m/min. Die Geschwindigkeit sollte jedoch nicht zu hoch sein, andernfalls kann sie dazu führen, dass Kupferchips das Werkzeug umwickeln und die Verarbeitungsqualität beeinflussen.
Vorschubrate: Die Futterrate kann zwischen 0,8-1,5 mm/rev. Aufgrund der guten Duktilität von Kupfer kann eine größere Futterrate die Schneidkraft verringern und eine übermäßige Verformung des Materials verhindern. Es sollte jedoch auch beachtet werden, dass es nicht zu groß sein sollte, um die Genauigkeit der Gewinde zu vermeiden.
Schnitttiefe: Die Schnitttiefe kann während der rauen Bearbeitung 1,5-2,5 mm und während der feinen Bearbeitung 0,3-0,6 mm betragen.
Verarbeitung von Aluminiumrohren
Schnittgeschwindigkeit: Aluminium hat eine geringe Härte und eine gute Schnittleistung, sodass die Schnittgeschwindigkeit höher sein kann, normalerweise 300-500 m/min. Es sollte jedoch auf das Problem der aufgebauten Kante geschenkt werden, die beim Hochgeschwindigkeitsschneiden auftreten kann, das durch geeignete Kühl- und Schmiermaßnahmen gelöst werden kann.
Futterrate: Die Futterrate kann bei 1-2 mm/rev liegen. Da Aluminiummaterialien weicher sind, kann eine größere Futterrate die Verarbeitungseffizienz verbessern. Es ist jedoch erforderlich, dass eine übermäßige Futterrate, die Defekte wie Kratzer an der Gewindeoberfläche verursachen, verhindern.
Schneidentiefe: Die Schneidentiefe kann während der groben Verarbeitung 2-3 mm und während der Feinverarbeitung 0,3 bis 0,8 mm betragen.
Verarbeitung von rostfreien Stahlrohren
Schnittgeschwindigkeit: Edelstahl hat hohe Festigkeit und Härte und ist anfällig für Härtung. Die Schneidgeschwindigkeit beträgt in der Regel 60-120 m/min. Eine zu niedrige Geschwindigkeit führt zu einem erhöhten Werkzeugverschleiß, und zu hohe Geschwindigkeit kann zu einer hohen Geschwindigkeit führen, und die Verformung der Werkstücksabschlüsse.
Futterrate: Die Futterrate pro Revolution beträgt im Allgemeinen 0,3-0,8 mm/rev. Eine geringere Futterrate kann die Schnittkraft verringern, den Grad der Härtung des Arbeitsverhältnisses verringern und die Qualität der Fäden sicherstellen.
Schnitttiefe: Die Schneidentiefe kann während der groben Bearbeitung bei 0,8-1,5 mm und bei der Feinbearbeitung 0,1-0,3 mm gesteuert werden.
